At GunDigest, we independently review products. However, we may earn a commission when you purchase through links on our site. Learn More
Need To Know: Calculating Barrel Twist Rate
Here is the simple formula to calculate the optimal barrel twist rate for your particular ammo or hand load. Works for rifles and handguns.

The whole point of a rifle or a handgun that isn’t a shotgun is to have rifling. And the twist rate matters. Rifle shooters obsess about this to a sometimes-alarming degree. Handgun shooters, not so much. But, it’s worth covering, as it can become a point of concern after you start going afield from the usual uses.
Rifled barrels can be made by one of four methods.
The first is the single-point cut groove. This involves (you guessed it) a single cutter. This was the way gunsmiths who built complete firearms in the pioneer days did it. After drilling the barrel, they’d ream it to dimension and then use the cutter, guided by a spiral track, to cut a thousandth-of-an-inch-deep groove. They’d then shim the cutter and make another pass.
When it was deep enough, they’d shift over and do the next groove. Properly done, it could take a couple of days to rifle a barrel.
The next step is a broach. Here, the cutter is a tool with many teeth. The teeth are arranged in the spiral of the rifling twist rate, and each one that follows the others in is a small amount (half a thousandth, or so) “taller” than the previous one. One pass through, and the reamed and polished bore is rifled. It takes, however, a lot of hydraulic push to get the broach through. And a constant flood of lubricant to cool and flush out the chips.


The third is EDM, or electrical discharge machining. Yes, just like the ports in Mag Na Porting. Here, the huge electrical charge jumps the gap and erodes the metal. The tool is a rod with protruding electrodes (think Frankenstein neck bolts) that do the eroding.
Last is cold hammer forging. Here, a mandrel the same shape as the chamber and rifled bore is stuck down a reamed bar. The hammer forging pounds the steel down until it fits the shape of the chamber and riling, and then the mandrel is pulled out.
No method is best. It matters how much attention is paid to the details of the process.
More Firearms How-To:
- Properly Mounting a Scope on a Rifle
- Rifle Bedding In 12 Steps
- 5 Tips To Make Your Bolt-Action Rifle More Accurate
- Are You Making These Gunsmithing Mistakes?
- 5 Ways To Remove Frozen Screws
Calculating Twist Rate
The twist rate needed to stabilize a bullet was empirically determined (found out by experiment) by Sir Alfred George Greenhill, a professor of mathematics at the Royal Military Academy at Woolwich, London, U.K.
His area of concern was the use of the new artillery projectiles. Instead of round balls, the newer guns, using various types of smokeless or semi-smokeless powders, were hurling pointed cylindrical projectiles. This greatly increased range, but range is of no use without accuracy. So, how fast to spin them?
His formula;
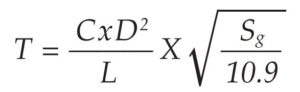

Where:
T is the twist
C is a constant, in this case, 150
D is the bullet diameter in inches, which is then squared
L is the bullet length, in inches
The variable Sg is the specific gravity of the projectile; its density. Sir Alfred was working with artillery pieces, but the formula works with lead-core, copper-jacketed projectiles as well, which are, not surprisingly, usually found with a specific gravity of, can you guess, 10.9. So for most work, we simply drop the entire second half of the equation. One detail that was determined was velocity matters. The constant C, with a value of 150, works up to 2,800 fps, and past that a constant C of 180 does a better job.
Obviously, in handguns, we are not going to be using C as 180.
You might wonder, if he was testing and proving his formula with shells of 4, 5 or 6 inches in diameter, how does this work with rifles and handguns? Very well.
It turns out that the thing that really matters is bullet length. A longer bullet requires a faster twist to remain stable.
Calculation Examples
OK, let’s see how this works. Let’s take something so utterly mundane that it would never occur to us to test it: a 9mm bullet. A 124-grain jacketed hollowpoint, to be exact.
The sample bullet snatched out of a box on the loading bench measures 0.574 inch long.
So, the Greenhill formula twist is the constant of 150, times the diameter squared, (.355 inch x .355 inch, which is .126 inch) divided by the length, which is the aforementioned .574 inch.
The result is a calculated twist rate of 32.93 inches.
You’re looking at that and thinking, “That can’t be right.” Do it yourself. And then look at the bullet. Stubby, isn’t it? And keep in mind that the common twist rate for muzzleloading rifles that fired round balls was 48 inches.
OK, let’s do it with another bullet: a .44 Magnum 240-grain jacketed hollowpoint, an XTP from Hornady.
Now, calculating the Greenhill twist for any given bullet is an interesting exercise, but it doesn’t tell us as much as we’d like. I mulled that over some time ago and realized what we needed was a comparison. The ratio of the twist-rate match of a bullet to the twist of the barrel compared to the theoretically correct twist rate for that bullet.
That involved a bit of mathematical equation adjusting. That’s the beauty of math. (Mathematics, not arithmetic.) If you keep the variables as they were and move them within the accepted rules of mathematics, your changed equation says the same things as the original, but it looks different or gives you a different answer.
So, instead of solving for the twist rate, I solved for the Constant, C.
Originally, we have:
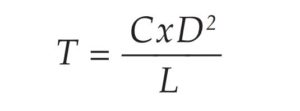

This is the Greenhill formula without the specific gravity addition. The bullet is the same all the way through this exercise, so we can drop Sg.
So to find C, we multiply both sides by length and thus negate the length on the right side of the equation.


Next, we divide both sides by the square of the diameter, negating diameter squared on the right.
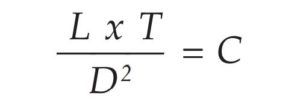

We flip it, so our result is on the left, and we have:
That is, the Greenhill constant is now the result of the bullet length times the twist rate being used or considered, and that sum divided by the square of the bullet diameter. When I did this originally, I named yet another technical aspect of firearms after myself and did this:
I’m going to divide the regular Greenhill constant by the results of the above formula and call the resulting ratio the Sweeney Stability Ratio, or SSR; technical symbol of M, or capital Mu, the Greek letter used for coefficient of friction.
Where Cg is the Greenhill Constant and Cc is the calculated constant, by our above equation.
What we’re doing is to calculate the twist rate of the bullet, as Greenhill would have it. And we are comparing it to the actual twist of the barrel being used on that same bullet.
If our bullet/twist rate combination is in agreement with the Greenhill formula, the resulting ratio will be 1. If the twist rate of the combination is too slow compared to Greenhill, the ratio will be less than 1. When I did this, I was calculating the ratio for rifles — in particular the AR-15. So, let’s do that again to get you up to speed.
The classic AR-15 barrel and bullet combination is a 12-inch twist (denoted in the barrel specs or literature as 1/12 or 1-12) and a 55-grain full-metal-jacket bullet.
The resulting Mu that came out was, surprisingly, 1. That’s right, the 55 FMJ out of a 1-12 twist barrel conforms exactly to the formula of Sir Alfred.
Now, it’s a well-know matter of observation and experience that the M855 cartridge, the common green-tip load for the AR-15, will not be stable in a 1-12 barrel. The 62-grain bullet has a tiny steel tip in the core, and that makes the bullet longer than a 55 FMJ. The calculated Mu for that bullet in a 1-12 barrel is 0.8272. Those who remember history will recall that the original AR-15 barrels had a twist of 14 inches, 1-14. The Mu of the 55 FMJ and a 1-14 barrel is 0.8547. Those bullets were barely stable, and anything could make them unstable.
So, we have a lower limit for Mu if we want accuracy to be something we can depend on.
Let’s get back to the 9mm, shall we?
There are a few standards for twist rates on 9mm barrels. The Colt carbine or SMG uses a twist rate of 1-10. That, as I recall, was because of the desire to use subsonic JHP bullets in suppressed SMGs, and so they went with a fast twist.
Some pistol barrels will be 1-10 or even 1-9. Then there is another group that will be 1-16, or even 1-18. And then finally, there are barrels at 1-24.
Remember, bullet length is what matters. And to that end, there were even some .38 Super and 9mm barrels meant to be used in 9mm major pistols with twist rates of 1-32. Why? Those pistols would only ever see 115- or 124-grain bullets, and at 1,500 fps, so they would be stable, but the twist would not overwork the bullet.
So, we take a 124 JHP, and we put it down a 1-10 twist barrel. The Mu, the ratio of experienced twist, to calculate, is 3.3. 1.0 is the desired one, but with the 124, we 3.3. Hmm. OK, let’s move up. Let’s use a 147-grain Hornady XTP.
So, it looks like there would never be a problem with handgun bullets in the twists usually used. Well, not always.
Let’s go to the extremes. Let’s look at a super heavyweight for the .44 Magnum; a 310-grain wide-nose flat-point gas-check. This is something you will launch out of a Super Blackhawk, Redhawk or Super Redhawk in the 1,100- to 1,300 fps range. The specs are; .429-inch diameter and 0.859-inch length. The Greenhill formula indicates that a proper twist rate for this bullet would be 32 inches. Interesting, eh, that so many handgun bullets should end up with so similar calculated twist rates?
The twist on Ruger barrels for its .44s is 1-20. So, we calculate a Mu for this bullet, in Ruger revolvers, of 1.6. The bullet is fully stabilized, but not nearly to the extent as our stubby 9mm bullets, in a 1-10 barrel.
The one complaint by some shooters and reloaders is the .41 Magnum: The twist on the barrels (1-18.75) is supposed to be too slow.
Let’s go with the heaviest bullet I could lay hands on quickly: a cast performance wide long-nose gas-check with a .411-inch diameter and 0.8196 inch long. A quick run through the Greenhill formula, and we come up with 31 inches for a twist rate. Plenty stable at the factory-spec 18.75 inches.
Editor’s Note: This article is an excerpt from Reloading for Handgunners, 2nd Ed., available at GunDigestStore.com.
Next Step: Get your FREE Printable Target Pack


Enhance your shooting precision with our 62 MOA Targets, perfect for rifles and handguns. Crafted in collaboration with Storm Tactical for accuracy and versatility.
Subscribe to the Gun Digest email newsletter and get your downloadable target pack sent straight to your inbox. Stay updated with the latest firearms info in the industry.
